





Volume6 No.2
SPring-8 Section B: Industrial Application Report
シンバル音の減衰に及ぼす転位密度の影響に関する研究
A Study on the Correlation between the Dislocation Density and the Decay Time of Cymbal Sounds
a(株)大阪合金工業所, b福井大学, c(株)小出製作所, d(国研)日本原子力研究開発機構, e(公財)高輝度光科学研究センター, f福井県工業技術センター, g(公財)応用科学研究所
aOsaka Alloying works. Co., Ltd., bUniversity of Fukui, cKoide Industrial Co., Ltd., dJAEA, eJASRI, fIndustrial Technology Center of Fukui Prefecture, gResearch Institute for Applied Sciences
- Abstract
-
本研究では、シンバルの音質において重要な要素となる音の減衰時間と材料の転位密度との相関を明らかにすることにより、音質を制御するための材料設計及び加工工程設計の指針を得ることにある。2種類の素材を用いてシンバルに加工すると、減衰が速いシンバル、遅いシンバルの2種類のシンバルを作成できることがわかっており、特に減衰が速いシンバルは転位密度が向上していると推察した。しかし解析の結果、シンバルへの加工が主安定相から準安定相への相変態を誘起していることを示唆しており、当初の推論の見直しが必要となった。
Keywords: 転位密度、体鳴楽器、シンバル、減衰、高錫ブロンズ合金、音響解析、X線回折
背景と研究目的:
申請者が所属する大阪合金工業所は国内唯一のシンバルメーカーである小出製作所にシンバル用の素材を開発・供給している。
シンバルに使われる青銅はSnを 20wt% 含むCu-Sn合金であり、加工する工程は、まず円形にカットされた素材を熱間プレスで中央の「カップ」と呼ばれる突起部分を成型し、ヘラ絞り加工で全体の形状を整形した後、音を調整する工程を経て出来上がる。この加工工程において素材のSn濃度が上がると加工性が悪くなるため、他社ではSn濃度を減らす方向に進んでいた。しかしながら、Sn濃度を高くすると音質が良くなるという知見を得ていた為、21~23SnとSn濃度を高くしてもZr、TiおよびFeなど第3・第4元素を添加することで加工性向上させる材料開発を行い、他社との差別化を実現した。またこれらの結果、主添加元素としてTi添加(Cu-23Sn-0.3Ti-0.03Zr )により ' 華やか ' な音質を、Zr添加(Cu-21Sn-0.1Zr-0.03Fe )により ' 静か(ダーク)' な音質を、作り分けることに成功した。両者の音質の違いは音の減衰時間にあり、前者は遅く、後者は早い。特に、後者の減衰が早いシンバルは、演奏のピッチが年々速くなっているドラム用としてニーズが高まっている。この違いを発現している原因を解明できれば、クラシック向けの静かな音やロック向けの明るい音などもっと多様なジャンルのニーズに答えられるシンバルの材料・加工工程設計の指針を得られることが期待される。
まず、このZr添加により音の減衰が速くなる理由について調べたところ、中央の「カップ」部がTi添加したものより硬度が高くなっていることがわかった。すなわち、「カップ」部の硬度があがりその減衰が早くなり、シンバル音の減衰を早くしていると考えられる。次にこのZr添加したシンバルのカップの硬度が上がっている原因を調べた。まず工程ごとのカップの硬度の変化を調べた結果、ヘラ絞り加工の工程で硬度があがっていること、さらに電顕観察により、Zr添加した材料の金属組織を調べた結果、微細なZr金属間化合物の析出物が分散していること、がわかった。これらのことから、金属組織中に分散しているZr金属間化合物の析出物周辺の高密度の転位がヘラ絞り加工時に導入されることがカップの硬度が上がる原因であると推察し、本研究では転位密度を求め、転位密度がシンバルの減衰に与える影響を解析した。[1, 2]
実験:
本研究では、厚さ約 1.5 mm のCu-Sn合金試料のへら絞り加工により導入される転位密度評価が目的である。この加工は、材料全体に発生するものであること、表面が多少いびつであることから、表面回折よりも、透過で材料内部を含めた平均的な転位密度評価が、音の変化との相関を見出せると考えている。よって、使用するX線の条件として、厚み方向にX線が透過できることが挙げられ、そのためには、高エネルギー放射光X線が必須である。以上より、産業利用ビームラインBL19B2を選定した。
測定方法としては、Si (311)面から得られる 72 keV を使用した。入射ビームのサイズは縦 0.2 mm 程度とし、横幅は回折プロファイルをできるだけ多くの結晶粒で平均化するために 5 mm 程度まで広げた。回折計の受光側のスリットはダブルスリットを用い、スリット開口幅は入射ビームサイズと同等に設定した。既設の8軸回折計上に自動xyzステージを搭載し、その上に試験片を搭載した。また、2θアーム上に検出器はNaIシンチレーションカウンターを設置し、試料からの複数の回折プロファイルを 4° から 10° まで 0.04° ずつ細かく測定した。
試験片の組成は、測定時間の都合上、Cu-21 Sn-0.1 Zr-0.03 Fe素材を用いて、熱間上がり材料、熱間プレスによるカップ成型後、ヘラ絞り加工後でカップ部およびその他の部分で2水準、合計4種の試料数とした。図1および図2に測定の様子を示す。

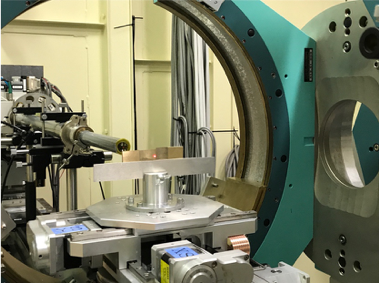
図1. 測定の様子(その1) 図2. 測定の様子(その2)
結果および考察:
シンバルへの加工工程ごと(①焼き入れ材(加工前の素材)、②熱間プレス成形のままのカップ部、③ヘラ絞り加工したカップ部とBOW部(カップ以外の部分))にZr添加材のシンバルから切り出した試験材のX線回折を行い、回折ピークプロファイル解析による転位密度評価により各工程の転位密度変化の検証を試みた。図3~4にその回折プロファイルを示す。その結果予想に反し、得られた回折プロファイルには、転位密度が向上すると見られるピークの広がりがほとんど見られず、加工工程を経るにつれて主安定結晶相の α 相および β 相からの回折ピークだけでなく、準安定相の ζ 相、γ 相および ε 相起因と思われる回折ピークが出現しているという結果が得られた。これは、加工が主安定相から準安定相への相変態を誘起していることを示唆しており、当初の推論の見直しが必要である。ここから新たに考えられるZr添加シンバルのカップ部の硬度上昇のメカニズムとしては、これら相変態した準安定相の硬度が元の主安定相よりも高いことである。このことを検証するには、①加工によって出現した準安定相を同定すること、②加工により出現した準安定相及び元の主安定相の硬度を調べ比較すること、が必要である。まず①の相同定については今回得られたデータでは不十分で、各相の正確な識別ができていない。その原因としては、加工によって現れた準安定相と思われる回折ピークの幅が広い上に、これらが元の主安定相の回折ピークの近傍に現れるため、重畳して識別が困難となっていることが挙げられる。[3―5]
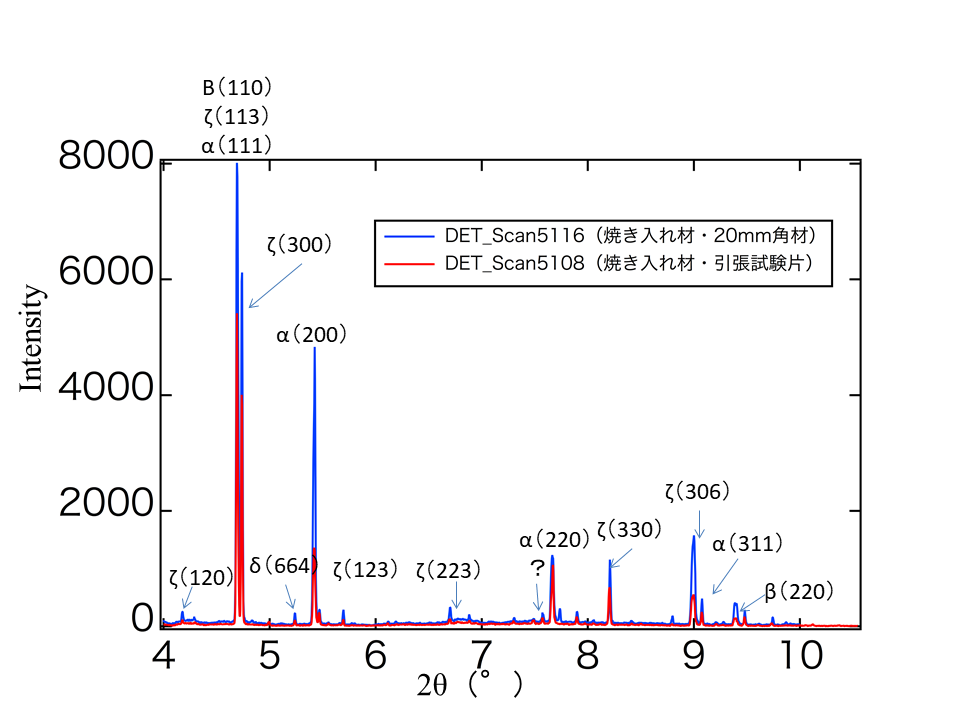
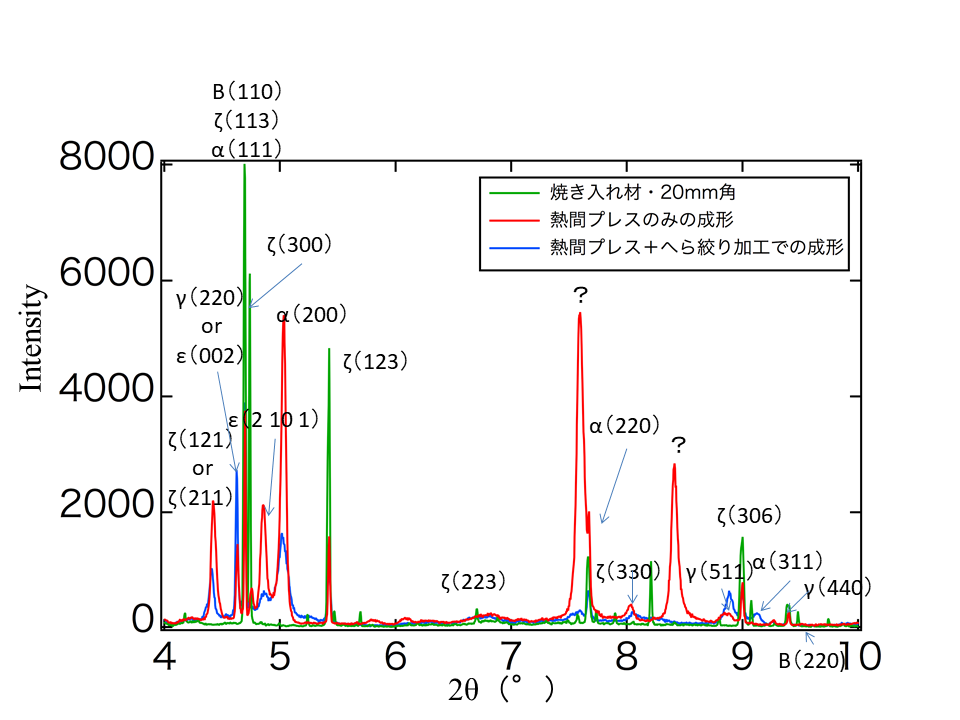
図3. シンバル加工前のX線の回折ピーク 図4.シンバル加工工程ごとの回折ピーク
今後の課題:
今後の課題としては回折プロファイルの測定角度範囲を広げることが考えられる。今回の実験では主安定相の α、β 相にのみ注目していた為、これらの最低角度の回折ピークが現れる回折角範囲以上(回折角 4° 以上@X線エネルギー=72 keV)しか測定していなかったが、想定される準安定相はユニットセルが大きいため回折プロファイルのシミュレーションによるとより低角度に独立した回折ピークが存在した。よって、次回の実験では、これらの回折ピークまで測定するために測定範囲をより低角まで広げ、準安定相の正確な相同定を試み、さらには可能であれば各相の体積率の定量評価も試みる。また、今回は測定していなかったTi添加シンバルの試験片についても測定し、Zr添加シンバルのような加工誘起相転移と想定される現象が起きているかどうかを比較検証する。もし起きていなかったら、カップ硬度が高くなるメカニズムがZr添加により加工誘起相転移を起こしていることになる可能性が高くなることになる。また、今回の測定では、9種類の試験片を持ち込み測定する予定だったが、ピークの広がりを検出すべくデータを細かく取っていたため、時間がかかり4種類しか測定できなかった。次回の測定では、時間内で9種類の試験片からデータを検出できる検出器を選択する。
参考文献:
[1] N. H. Fletcber, T. D. Rossing, "The Physics of Musical Instruments Second Edition",
Springer Science+Business Media, Inc., Chapter 20, P 649 (1998).
[2] 鈴木秀次、転位論入門、アグネ社、第49章、P 297 (1967).
[3] G. K. Williamson and W. H. Hall, Acta Metallurgia, 1, 22 (1953) .
[4] 佐藤成男 他、金属、86, 654 (2016)
[5] S. Furtauer, et al., Intermetallics, 34, 142 (2013).
ⒸJASRI
(Received: November 16, 2017; Early edition: April 25, 2018; Accepted July 3, 2018; Published August 16, 2018)
