





Volume2 No.1
Section B : Industrial Application Report
ゴムの発泡に対する温度と圧力の影響調査
Study of the Foaming Mechanism of the Rubber Influenced by Temperature and Pressure
横浜ゴム株式会社
THE YOKOHAMA RUBBER CO., LTD.
- Abstract
-
ゴムコンパウンドを加硫した際に生じる発泡の機構の解明を目的として、加硫(加熱・加圧)中のゴムコンパウンドを除圧する過程で生じる発泡をX線イメージングによって観察した。その結果、発泡はゴムコンパウンドのモジュラスや架橋密度のみならず、ゴムコンパウンド中の揮発成分濃度にも影響されそうなことが分かった。
キーワード: ゴム、発泡、X線イメージング
背景と研究目的:
一般的にゴム製品は、成形された未加硫ゴム部材を金型に投入し100〜200°Cの温度でプレス(加硫)することによって製造される。ゴム製品の内部に気泡が存在すると、そこを起点とした破壊が生じ、延いては重大な品質トラブルにつながる危険が生じる。そのため、ゴムコンパウンドを加硫(加熱・加圧)する際に生じる発泡の機構を知ることは非常に重要である。過去の実験において、ゴムサンプルの加硫時間をあえて短くして加硫反応が不十分な状態で除圧し、ゴムが発泡する圧力を観測した結果、加硫時間を変化させても(ゴムの剛性を変化させても)発泡する圧力がほとんど一定であった。これは、加硫時間が長くなるにつれてゴムの架橋密度が上昇することで、局所的な高剛性な部分が増えていき、発泡が起こる確率が減ったためだと考えることができる。
そこで今回、加硫中のコンパウンドの発泡抑制に対して架橋密度が支配的であるという仮説の検証を目的に、架橋密度と剛性を変化させたゴムサンプルの内部で起こる発泡現象についてX線イメージングによりリアルタイム観察を実施した。加硫中のポーラス発生に対してコンパウンドの架橋密度が支配的であれば、フィラーを減量してモジュラスが低い状態であっても架橋密度さえ大きくなれば発泡が起こらないはずである。また、発泡が起きてしまう程度しか架橋密度が高まっていない時間領域ではモジュラスが低い状態であっても、発泡時のプレス圧力にも変化はないはずである。また、発泡のメカニズムを考察する上では、加硫温度を変更した場合の挙動の変化についても確認が必要なため、温度を変量した観察も合わせて実施した。
実験:
実験条件(実施ビームライン:BL19B2)
実験装置系は、図1に示す課題番号2012B1157で用いた装置と同じものを用いた[1]。厚さ10 mmの未加硫ゴムサンプルを厚さ2 mmの石英ガラス窓の付いたメス金型(図1 Mold1-1,1-2)に入れ、上からオス金型(図1 Mold2)でふたをする。エアシリンダーでオス金型をプレスすることでサンプルに圧力(〜1.3 MPa相当)をかけられるようになっている。圧力源はエアコンプレッサを用いた。またメス金型にヒーターを埋め込むことで温度調節できるようにした。これにより任意の加硫条件(圧力、温度)を設定可能にしている。なお、サンプルにかかる圧力はエアシリンダーにかける圧力から、サンプルの温度は金型に熱電対(図1 T/C)を設けることで計測している。
X線イメージングカメラは、ビームモニタ(浜松ホトニクス製、BM2)とCCDカメラ(浜松ホトニクス製、C11440-10C)で構成した。イメージングの条件は、X線のエネルギーを30 keV、サンプルとカメラとの距離を900 mmとした。このときおよそ10 mm×4 mm(10.4 μm/pix)の画像を得る。また露光時間(フレームレート)はゴム内部の時間変化を詳細に捉える事を優先に画質とのバランスから約10 fpsとした。
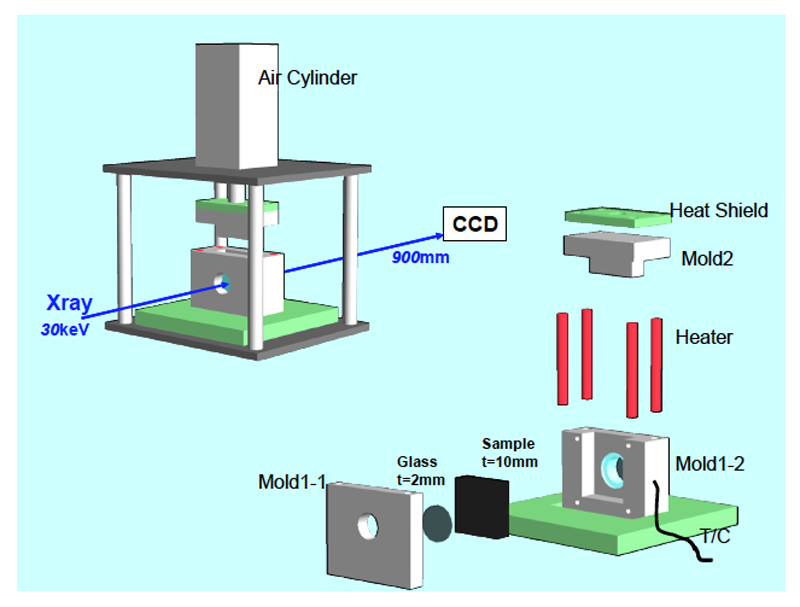
図1.装置のレイアウト(全体図と金型分解図)
実験方法
未加硫ゴムコンパウンドを所定の温度・圧力で加硫を開始した後、加硫反応が不十分な状態で除圧する。この時ゴム内部では、プレス圧力の低下に伴って発泡が生じる。今回は発泡時のプレス圧力に対するゴムコンパウンドの架橋密度や剛性、温度を変量して実験を行った。
1) 発泡時のプレス圧力とゴムコンパウンドの架橋密度・剛性の関係調査
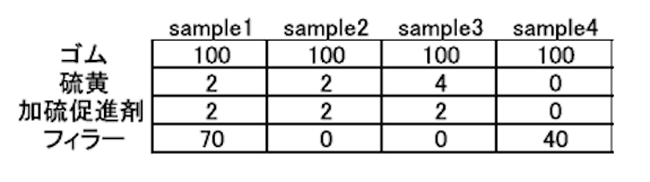
ゴムの剛性と架橋密度を独立に変化させるようフィラーと硫黄の配合量を変量したゴムコンパウンドを用いた。配合概要を表1に示す。Sample1は基準配合であり、Sample2は基準配合からフィラーを除去した配合、Sample3はフィラーを除去し硫黄を倍量配合した。
2) 発泡時のプレス圧力と加硫温度の関係調査
加硫が進行するとゴムコンパウンド内部の発泡は生じにくくなるため、発泡時のプレス圧力に対する加硫温度の影響度を定量することが難しくなる。そこで、本実験では硫黄や加硫促進剤を配合しないSample4を用いた。
表1.実験サンプルの配合概要(単位:PHR = Parts per Hundred Rubber)
結果および考察:
1) プレス圧力に対するゴムコンパウンドの架橋密度の影響
前回課題番号2012B1157で用いたゴムコンパウンドと同配合のサンプルを用いて、前回同様の加硫温度160°C、プレス圧力1.3 MPaにて加硫し、除圧中に発泡が生じるプレス圧力を調査したところ、発泡の状況が前回と大きく異なった。前回実験時は、プレス圧力を減圧する最中の0.9 MPaにて発泡が始まったが、今回は完全にプレス圧力を除去した後にしか発泡が生じなかった(発泡の様子を捉えた画像の一例は図2に示す)。また、泡の数も前回実験時の方が著しく多いことが分かる。
モジュラスを下げるためにフィラーを変量したゴムコンパウンドでは、発泡が見られなかった。コンパウンドに使用するシリカなどのフィラーは水と結合するため、フィラーを減らすとコンパウンド内の揮発成分濃度が下がり、発泡が起きなくなった可能性がある。これらの原因については、現在サンプルの分析を実施し考察中である。
図2.加硫中のゴムコンパウンド(Sample1)を除圧した際の発泡
(左:今回の観測結果、右:2012B1157観測結果)
2) 発泡時のプレス圧力に対する加硫温度の影響
発泡時のプレス圧力を調査したところ、加硫温度170°Cの場合は1)の実験と同様に、プレス圧力を完全に除去(エアシリンダーを上昇)した後に発泡が生じた。一方、加硫温度180℃の場合はわずかではあるが発泡のタイミングが早まり、発泡時のプレス圧力はおよそ0.1 MPaであった。そのため、加硫温度170℃と180℃の場合のプレス圧力の差は最大でも0.1 MPa程度と見積られた。発泡の駆動力の一つとして、ゴムコンパウンド中に含まれる揮発成分の蒸気圧が考えられるが、揮発成分の主要因である水分の蒸気圧差は約0.2 MPa程度であり、加硫温度が異なることによる水蒸気圧の差が、そのままの形で発泡時のプレス圧力に反映されていないことが分かった。
図3にプレス圧力除去20秒後の発泡の様子を示す。加硫温度を高くすることで、泡のサイズが大きくなり、泡の数も増えていることが分かる。蒸気圧は温度に依存し、高温の方が発泡の駆動力が大きいため、泡のサイズが大きくなり、泡の数も増えていると考えられる。
図3.加硫中のゴムコンパウンドを除圧した際の発泡
(左:加硫温度170°C、右:加硫温度180°C、それぞれプレス圧力除去20秒後)
今後の課題:
発泡時のプレス圧力に対するゴムコンパウンドの架橋密度の影響を調査する実験では、目的のデータを得ることができなかった。特に、同じ配合のゴムコンパウンドでも発泡時のプレス圧力が大きく異なる結果となり、その要因を特定し制御したサンプルの調製が必要である。
発泡時のプレス圧力に対する加硫温度の影響を調査する実験では、ゴムコンパウンド中に含まれる揮発成分が水と仮定すると該当温度における水蒸気圧と発泡時のプレス圧力は直結しないことが分かった。発生した泡の内包成分の特定と合わせて発泡時のプレス圧力の支配因子について検討を続ける。
参考文献:
[1] 松田 健太他、利用課題実験報告書(2012B)2012B1157
ⒸJASRI
(Received: August 30, 2013; Early edition: April 25, 2014; Accepted: July 3, 2014; Published: July 10, 2014)
