





Volume1 No.3
Section B : Industrial Application Report
放射光ラミノグラフィによるパワーモジュール実装構造の内部き裂と変形の計測
Measurement of Internal Crack and Deformation in Power Module Package by Synchrotron X-ray Laminography
a(株)豊田中央研究所
aTOYOTA Central R&D Labs., Inc.
- Abstract
-
パワーモジュールは電気自動車やハイブリッド車の動力・環境性能に影響を及ぼし、製造時や実稼働時には内部に応力が発生する。性能と信頼性を更に高める次世代製品の開発には、内部の非破壊計測が有用である。モジュールは扁平形状のため、ラミノグラフィ法で内部形状等を計測した。その結果、素子、はんだや配線の接合体において、はんだ内部に積極導入した数μmの微小ボイドを可視化できた。今後の課題として、ラミノグラフィ特有のアーティファクトの低減と影響度の定量化が明らかとなった。
キーワード: パワーモジュール、イメージング、CT、ラミノグラフィ
背景と研究目的:
温室効果ガスの削減や化石燃料枯渇問題への対応は、産業界が取組むべき重要課題であると同時に、産業の新展開となりうる重要領域である。電気自動車やハイブリッド自動車では、パワーモジュールで駆動されるモータがエンジンの代替もしくはサポートを行う。パワーモジュールは電流制御に用いられる基盤部品であり、運動性能や信頼性のみならず、環境負荷低減性能を決定づける要素のひとつである。パワーモジュールは、金属、セラミックスや樹脂等の異種材料接合体であるため、製造時および使用時の温度変化によって応力の分布が発生する(図1)。特に、信頼性を支配する部位は構造の内部である場合が多い。しかし、実験室X線では表面情報しか得られない。逐次研磨法などの表面除去法では、拘束条件の変化で内部応力状態が変化するため、パワーモジュールのような不均質な異種材接合体の応力を正確に見積もることは難しい。また、損傷機構を検討するには、非破壊で連続的に内部を計測する必要があり、放射光による計測が適している。
次世代のパワーモジュールを開発する際、内部の「応力」、「変形」および「欠陥」の3要素を実測できれば、損傷機構を解明して阻止方法を具体化することができ、信頼性の向上に有用である。応力計測には回折法が適しており、これまでに種々の材料で応力計測を行い[1-4]、現在パワーモジュール材料への適用検討を進めている。一方、内部の変形と欠陥の計測にはCT法が適している。しかし、パワーモジュールは薄板状であるため、従来CT法では透過経路長の差が大きく、一部の回転角では画像が得られないため、3次元形状の再構成が困難であった。これに対し、ラミノグラフィは試料回転軸を放射光に対して傾けて透過計測するため、モジュールの長尺方向を透過する必要がなく、フルサイズのまま内部形状計測が可能と考えられる。これまでに、小径の切出し試験片を用いて放射光CTを行い、パワーモジュール材料の計測の基礎条件を得て来た[5]。
本課題は、扁平な板状のパワーモジュール構造の積層体において、ラミノグラフィによる内部の形状および欠陥の実測を目的とした。今回は計測条件の探索と計測分解能の評価を主目的とし、はんだ部に径の異なるボイドを積極的に導入した試料を用いて内部欠陥の可視化を行った。
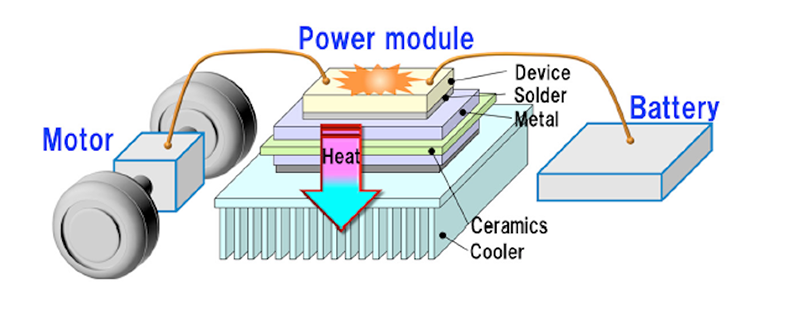
図1 パワーモジュールの模式図
実験:
計測はSPring-8 BL19B2産業利用Ⅰビームラインの自動ステージおよび再構成ソフトを使用して行った。セットアップを図2に示す。試料はパワーモジュールの基礎構成であり、半導体素子、はんだ、配線Al、絶縁セラミックスおよび金属板Alから成る板状積層構造体である。外寸は約40×30 mmで全板厚は約2.2 mmである。今回は本セットアップにおけるラミノグラフィの計測分解能評価を主目的としているため、はんだ部に径の異なるボイドを積極的に導入した試料を準備した。Snの吸収端を考慮し、波長は27 keVとした。試料はアクリル製の円筒台上に設置しており、放射光はこの台も透過する。アクリル円筒の下のXYステージは自動回転ステージ上に搭載されており、これらを30°の傾斜台上に設置した。計測にはCMOSカメラを使用し、解像度は2.7 μm/pixelとした。カメラ長は最終的に115 mm、入射光は長方形として1500×1000 pixelの領域で画像を取得した。撮影は0.5°間隔で行い、一定間隔で計測位置から退避してバックグラウンドを取得した。

図2 パワーモジュール構成品のラミノグラフィ計測のセットアップ
結果および考察:
計測結果を図3に示す。画像は□5.35 mmの領域である。Section Aは素子に平行な断面で、はんだ部の板厚中央位置である。Section Bは界面近傍の断面である。Section Aに赤線で示した位置の縦断面を下方に合わせて示す。Section Aでは、放射光の屈折コントラストによりボイドのエッジが明瞭に観察できる。計測・解析条件の探索の結果、カメラ長を115 mmとするなどにより、高コントラストでアーティファクトの少ない画像が再構成できた。はんだ部に導入したボイドは数μm程度まで確認できている。
一方、縦断面ではボイドの上下にそろばん目状のアーティファクトが現れており、これらがSection B上では不明瞭な輪郭となっている。回転軸の傾斜角方向に発生するラミノグラフィ特有のアーティファクトと考えられる。
今後の課題:
計測セッティングの最適化や再構成法の改良等により、アーティファクトの低減と影響度の定量化を行う。今回は計測・解析条件の探索にビームタイムを必要としたため、計測はボイド導入試料に限られた。今後、内部に導入したき裂等の可視化を行う。

図3 扁平モジュールのはんだ部に分散導入した内部ボイドの可視化(ラミノグラフィ)
参考文献:
[1] Y. Akiniwa, et al., Materials Science Forum, 652, 290 (2010).
[2] Y. Akiniwa, et al., Advances in X-Ray Analysis, 52, 493 (2009).
[3] 秋庭義明 他、材料, 57 (7), 660 (2008).
[4] Y. Akiniwa, et al., Materials Science Forum, 571-572, 339 (2008).
[5] 浅田崇史 他、サンビーム年報・成果集(2012), 2011B5371.
©JASRI
(Received: April 10, 2013; Accepted: November 1, 2013; Published: December 10, 2013)
