





Volume7 No.2
SPring-8 Section A: Scientific Research Report
Al-Cu合金の凝固組織形成に及ぼす超音波振動による音響流の影響
Influence of Acoustic Streaming Induced by Ultrasonic Vibration on Solidification Microstructure in Al-Cu Alloys
a大阪大学大学院工学研究科、b京都大学大学院工学研究科、c(公財)高輝度光科学研究センター
aOsaka University, bKyoto University, cJASRI
*現所属 大阪大学接合科学研究所 *Current affiliation: Osaka University, JWRI
**現所属 (株)神戸製鋼所 **Current affiliation: Kobe Steel, Ltd.
- Abstract
-
Al-Cu合金を対象にX線イメージングを利用して超音波振動下での凝固その観察技術を開発した。超音波印加と同時に固液界面前方や一次アーム間でのマクロスケールの対流と数 10 Hz のデンドライトの縦振動が発生した。その結果、デンドライトの一次、二次アームの顕著な溶断が起きた。液相の濃度分布の評価から、溶断が顕著な固液共存領域の下部では、高濃度の液相が流入していた。音響流によって濃度分布が変化し、凝固組織は著しく影響を受けることが明らかとなった。
Keywords: 超音波振動、凝固組織、音響流、Al合金
背景と研究目的:
省エネルギー、省資源の問題から、薄板や線材のように、少ない原材料でも高強度を有する材料の開発が望まれている。材料の機械的強度を向上させる有効な方法として結晶粒の微細化が挙げられる。現在、鋳造プロセスにおいて核生成を促進させる接種剤の添加、デンドライトアームの溶断を促進させる電磁/機械的撹拌法などが利用されている[1-3]。近年、20 kHz 以上の高周波数で振動を印加する超音波振動法が、高効率かつ著しい凝固組織の微細化が可能であるとして注目されている。この方法は、従来の単純な機械的な撹拌法にはない様々な特異な物理現象が凝固組織に影響することが報告されている[4]。融液に超音波振動を印加すると、①20 kHz の高周波数での振動によるミクロスケールの対流の発生②音響流と呼ばれる流体中を強い音波が伝播する時に発生するマクロスケールの対流の発生③キャビテーションと呼ばれる数 µm の気泡が発生して破裂する三つの主な現象が起こる。特に②、③の現象は、結晶粒の微細化に寄与すると報告されている[4]。ただし、超音波振動によって引き起こされる高温下での現象を直接観察、測定するのは非常に困難であるため、結晶粒の微細化機構は、十分に理解されていないのが現状である。Sn-Bi 合金においては、X線イメージングによる超音波印加中での凝固その場観察が行われており、音響流がデンドライトアームの溶断など凝固組織に著しい影響を及ぼすことが報告されている[5-6]。本研究では、従来のモデル材料である Sn 合金ではなく、鋳造用アルミニウム合金の一つであり、微細化による機械的特性の向上が期待されている Al-Cu 合金を対象とした。X線イメージングを利用した超音波印加中での凝固過程のその場観察装置の開発を行い、音響流が凝固組織に与える影響について報告する。
実験:
Al-10mass%Cu 組成となるように秤量し、カーボン坩堝中で大気溶解した後、鋳鉄製金型に鋳込み、母合金を得た。この組成では、固液界面において大きなコントラストが生じ、凝固組織の観察が容易であるだけでなく、一方向凝固により柱状晶のデンドライトが形成される。得られた母合金を幅 10 mm、長さ 23 mm、厚さ 500 µm となるように、加工を行った。
超音波振動下での凝固その場観察は、イメージングのビームラインBL20XUで行った。図1(a)に開発した超音波振動下での凝固その場観察用の装置を示す[5-6]。装置は、カーボンヒータを用いた炉、Z軸ステージと連結した超音波振動子、超音波ホーンから成る。炉には、X線ビームを透過させるために、上流側、下流側に穴が設けてある。観察領域では、下部から上部に向かって高温となり、鉛直上向きに一方向凝固が可能となっている。
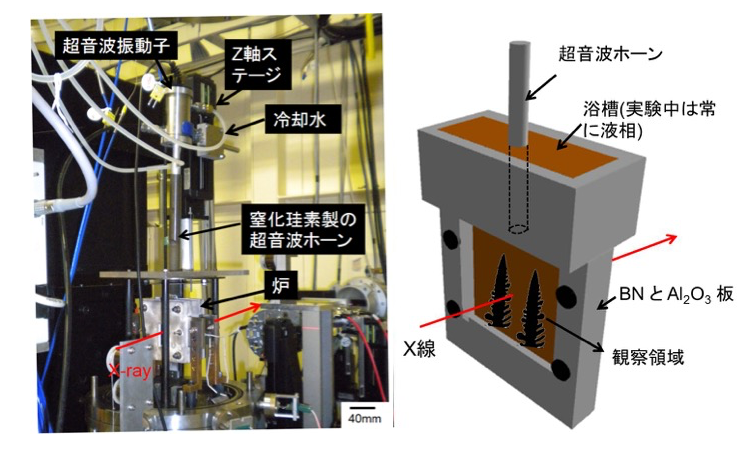
図1. (a)超音波印加中の凝固その場観察用の装置 (b)試料セルの模式図[5-6]
炉内に設置した試料セルの模式図を図1(b)に示す。試料セルは、超音波ホーンを溶湯中に浸漬させるための上部の試料浴と下部の観察用試料から成る。一般的に用いられているTi合金製の超音波ホーンは、Al 溶湯中で溶損するため、窒化珪素製のホーンを用いた。セル内部で試料浴と観察用試料は、連結されており、超音波ホーンからの振動が、下部の観察領域に伝播される。実験中、試料浴は、全て液相である。観察領域の下部から Al-Cu 合金の試料を冷却速度 5 K/min で凝固させ、柱状晶のデンドライトの先端が、超音波ホーンのチップ先端から約 2 mm まで達した時、20 kHz の周波数の超音波振動を印加した。CMOS型カメラを用いた可視光変化型のビームモニタにより透過像を撮影した。蛍光体は、Ce ドープした YAG である。ピクセルサイズは、6.45 µm、観察視野は、約 5.0 mm 角、フレームレートは約 300 fps である。X線エネルギーは透過像のコントラストが最良となるように設定し、16 keV とした。また、透過X線強度を利用して、超音波印加後の液相の濃度分布を評価した。線吸収係数の相対的な変化は質量分率の変化に比例するため、Cu 濃度の変化を計測することができる[6]。詳細な解析方法については文献[6]に記載されている。
結果および考察:
図2(a)に、冷却速度 5 K/min で成長させた柱状晶のデンドライトの超音波振動印加前のX線透過像を示す。平均の一次アームおよび二次アーム間隔(先端から約 500 µm 下方の領域で測定)は、それぞれ 700 µm、90 µm である。試料厚さが 500 µm であるため、デンドライトの一次アームは、厚さ方向に一層分のみである。図2(b)-(d)に超音波印加後のスナップショットを示す。超音波振動を印加すると同時に、デンドライトエンベロープ(デンドライト先端を結んだ境界)前方で画面の左から右方向に流れるマクロな対流だけでなく、デンドライト一次アーム間において渦状の対流も発生した。また、印加した周波数(20 kHz)よりも低い数 10 Hz の周波数でデンドライトの縦振動が起こった。ただし、気泡の発生・破裂といったキャビテーションは観察されなかった。超音波印加からわずか 0.14 秒において、図2(b)の矢印に示すように、デンドライトの二次アームだけでなく、一次アームにおいても溶断が起こった。また、図2(c)に示すように溶断した結晶が、固液界面前方の対流に沿って、右方向に直線的に移動した。溶断したアームを追跡してデンドライトエンベロープ付近の音響流の流速を間接的に評価したところ、約 10 cm/s であった。過去の研究で、水溶液中で測定された音響流によって発生する対流と同程度であった。また、図2(d)に示すように 1.44 秒後においては、デンドライト先端から約 2 mm 下部の全ての領域内において、デンドライトの一次、二次アームの溶断が起きていた。
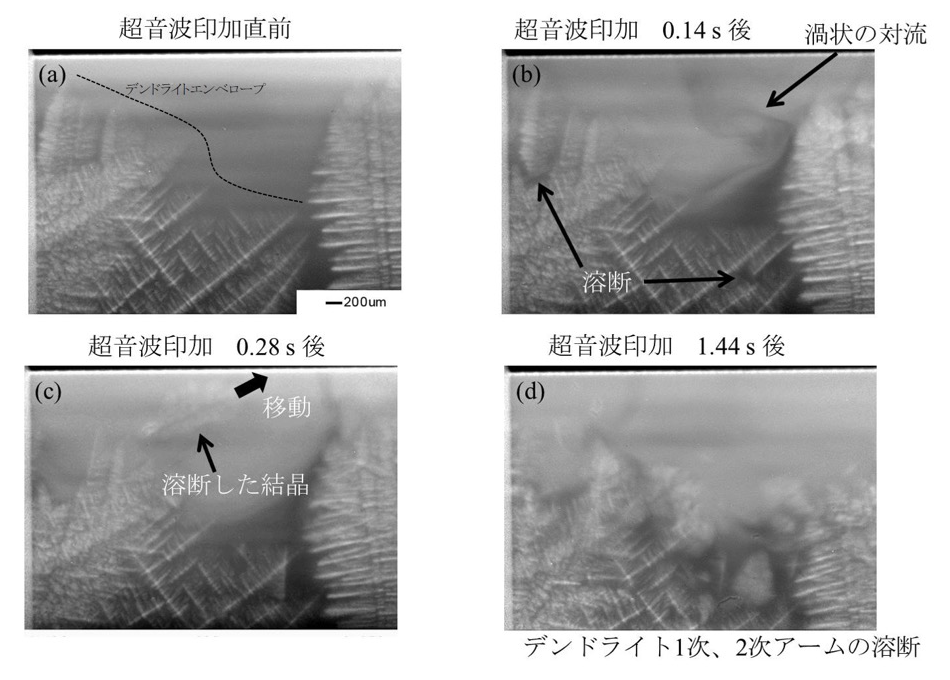
図2. Al-Cu合金における(a)超音波印加前と(b-d)超音波印加後のX線透過像
図3に線吸収係数の相対的な変化(Δµ/µ0)によって評価した超音波印加前後の液相の濃度分布を示す。液相濃度を反映したコンター図であり、色の濃い領域ほど、液相濃度が高くなっている。超音波印加前は、溶質の Cu を液相中へ排出しながら、デンドライトは成長するため、低温側のデンドライトの下部に向かうほど、液相濃度は高くなっている。超音波を印加して 0.26 秒後では、超音波によって誘起された対流の影響により、デンドライト先端付近では、デンドライトエンベロープ前方から低濃度の液相が流入しており、デンドライト先端から約 2 mm 下部の領域では、高濃度の液相が流入していた。図3の矢印で示すように最大で約1%の溶質の濃化が起こっていた。つまり、音響流によって固液共存領域の濃度分布が著しく変化していることが明らかとなった。
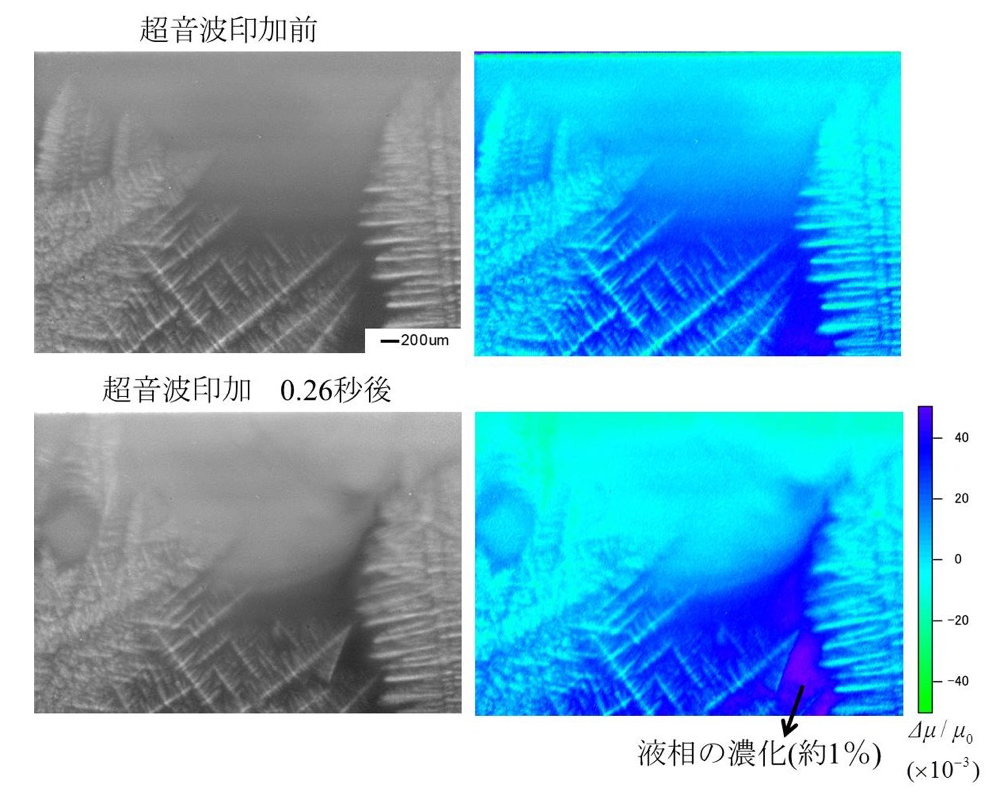
図3. Al-Cu合金における超音波印加前後の液相の濃度分布
本実験におけるデンドライトアームの溶断機構は、過去の研究[5-6]と同様に、アーム根元での再溶解であると考えられる。固液共存領域では、図3で示したように溶質濃度の高い液相が輸送される。この時、固液共存領域内では、デンドライトアームの根元などの相対的に曲率半径の小さい領域で、溶質の濃化により局所的に再溶解が起こる。その結果、アームの根元のくびれが促進され、最終的にデンドライトアームの溶断に至る。また、低周波数のデンドライトの縦振動によって、ミクロスケールでの攪拌が起こっている可能性[7]があり、音響流による溶質の輸送との相乗効果により、デンドライトアームの溶断が促進されたと考えられる。
今後の課題:
本課題では、Al-Cu 合金において固液界面前方でのマクロな対流と低周波数でのデンドライトの振動によってデンドライトアームの溶断が顕著に起こり、凝固組織に及ぼす音響流の効果を実証的に明らかにすることができた。今後は、定性的な評価だけでなく、超音波印加後の液相濃度、対流速度、組織の大きさや形態の変化などの定量評価を行う必要がある。また、音響流を利用した微細化技術を確立するためには、固相率、デンドライトアームの大きさ(成長速度)などの凝固組織や超音波の印加時間、周波数、振幅などの超音波印加条件を変化させた系統的な実験も必要である。
水溶液中において本研究で用いた超音波印加条件で実験を行うと、音響流だけでなく数 µm の気泡が発生して破裂するキャビテーションが発生していた。しかしながら、Al 溶湯中での実験では、キャビテーションをイメージングによって観察することができなかった。本課題で作製した試料セルは、超音波ホーンを挿入する上部の試料浴と試料を観察する領域が分離しており、超音波ホーンの先端で発生した気泡が下部の観察領域に到達していない可能性がある。超音波ホーンの形状、試料セルの構成、試料厚さなどを変更していく必要がある。また、現状の空間分解能は 6.45 µm であり、数 µm 程度のキャビテーションを観察するには測定分解能の向上も必要である。さらにキャビテーションにより核生成の誘起やデンドライトアームの溶断が起こることが示唆されており、今後の研究課題である。
参考文献:
[1] T. Takai, K. Iwai, S. Asai, ISIJ Int., 43, 842-848 (2003).
[2] A. Radjai, K. Miwa, T. Nishio, Metall. Mater. Trans. A, 29, 1477-1484 (1998).
[3] C. Vives, Metall. Mater. Trans. B, 27, 445-455 (1996).
[4] G. I. Eskin, Ultrason. Sonochem., 1, S59-S63 (1994).
[5] T. Nagira et al., Mater. Lett., 150, 135-138 (2015).
[6] 柳楽知也 ら、鉄と鋼, 102, 170-178 (2016).
[7] E. Liotti et al., Acta Mater., 70, 228-239 (2014).

(Received: February 2, 2019; Early edition: April 10, 2019; Accepted: July 16, 2019; Published: August 29, 2019)
